Up through the 1950s and 1960s the company invests in several different machines in order to keep pace with rising production. As far back as 1950 it acquires a semi‑automatic molding machine with pneumatic injection built by Messrs. Jørgen Bruun – a machine which continues in service until 1982.
The Hot Runner mold
The emergence of the Hot Runner mold marks a huge step forward in the molding process. A Hot Runner mold has a manifold system for distributing the molten plastic through heated channels.
In a Hot Runner mold, the plastic is injected directly into the individual cavities in the mold (cavities are the hollow parts shaped like a brick or other LEGO elements). Each brick also has its own ingate – as opposed to the earlier technique with one single ingate with branches to the various cavities and the process gauged exactly to fill all cavities simultaneously irrespective whether they are at the “top or bottom”. This procedure reduces plastic wastage.
.jpg?width=3840&quality=68&auto=webp&format=webply)
LEGO Hot Runner education mold, showing the intakes
The company’s first Hot Runner mold is delivered by Schöttli of Switzerland in 1961. It doesn’t quite meet the company’s requirements, however, and in the early 1970s the company begins to work on its own Hot Runner mold in its Development Department in Switzerland. LEGO owner Kjeld Kirk Kristiansen plays a part in this development after joining LEGO AG, Switzerland, in 1973. The LEGO Group’s version of the Hot Runner is referred to locally as LEGO HK (HeissKanal = Hot Channel).
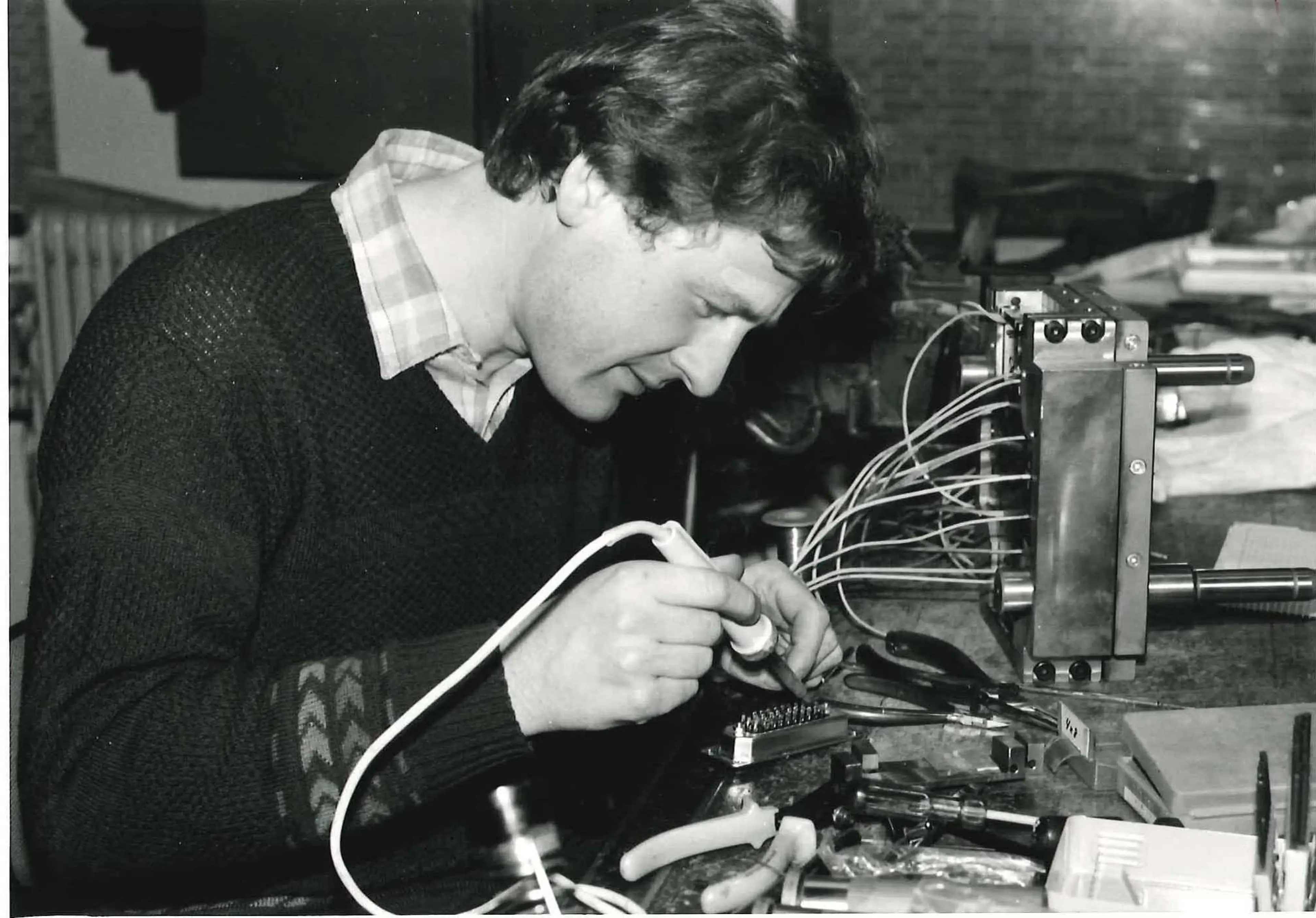
Solding of hot needles onto a hot runner form, 1985
Introduction of vacuum forming and thermoforming
In 1965 the company buys its first vacuum molding machine, with double heating and powerful heating elements. Vacuum molds are used especially for molding baseplates. It is now possible to mold faster and of a better quality while at the same time using thicker materials than previously.
Vacuum molds work like this: a sheet of plastic is placed inside a molding machine, and two radiant heaters pass above and below the sheet, heating it until it is soft. The sheet is then subjected to vacuum, i.e. it is “sucked” down into the mold and forms the familiar LEGO studs.

Vacuum molding at Højmarksvej factory, Billund, 1972
The plastic thermoforming machines introduced in production in the early 1970s incorporate a system of compressed air to create a “sharper” component contour than the vacuum machines can produce. The first thermoforming machine purchased has the same capacity as 10 vacuum machines.
Decorating
In the 1960s, the LEGO elements are decorated using hot stamping, which means that the decoration, a special foil, is pressed against the LEGO brick using a sizing agent heated to 120 – 180 degrees Celcius. This method is suitable for even surfaces.
The first tampo print machine is bought in the beginning of the 1970s. The purpose is decorating the heads of the LEGO figures that are launched in 1974. The investment of the tampo print machine is a large technological step forward in the decorating process, as the tampo printer is better suited for decorating uneven and bending surfaces, such as roads and figure heads, than hot stamping.
By tampo printing, the decoration is applied to the element using a printing block, where the subject is etched. The printing block contains the paint, which is applied to the element using a rubber pad.
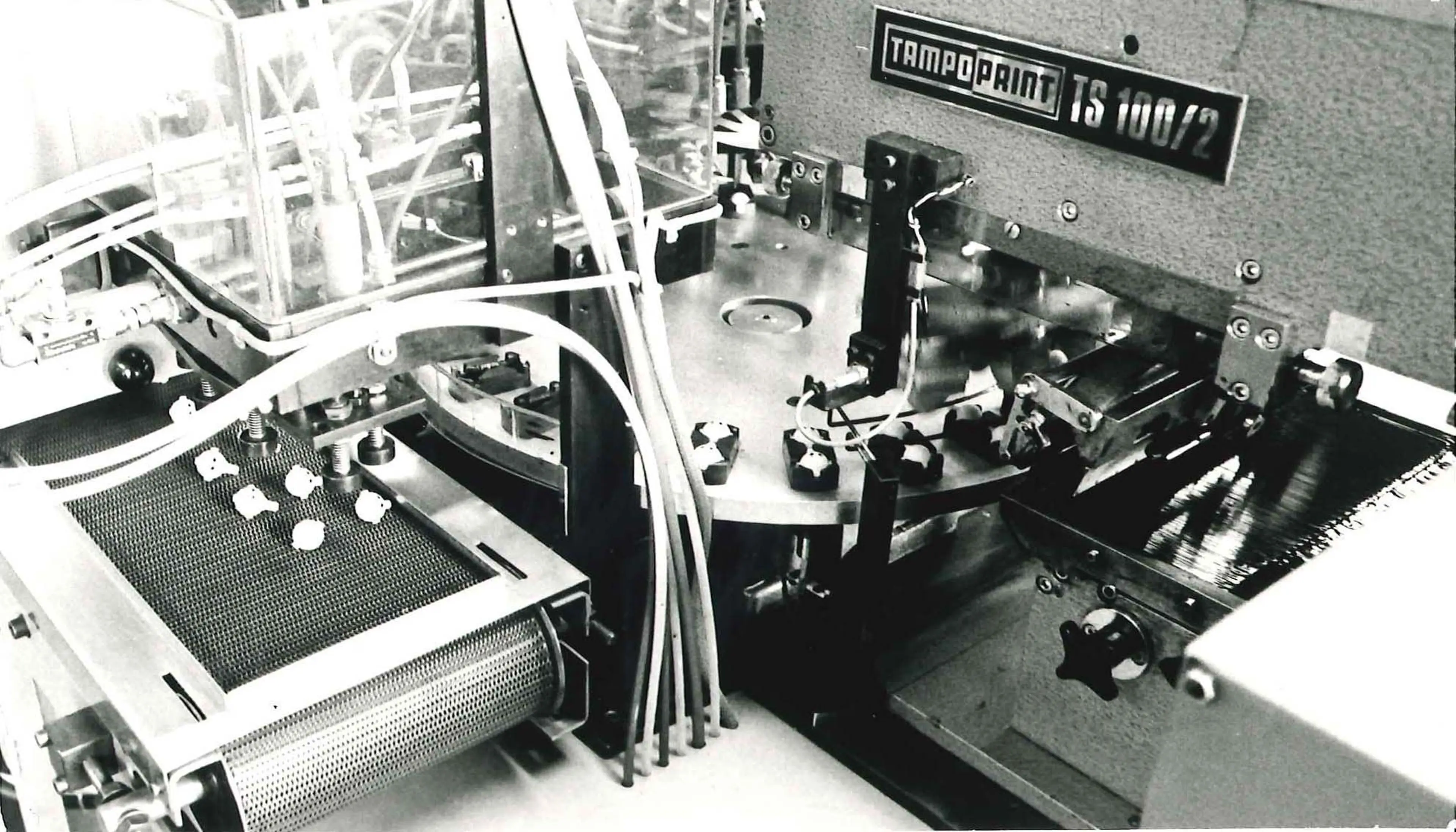
Tampo Print machine decorating LEGO building figure heads, 1975